歡迎來到盛泰鋼管實體生產(chǎn)企業(yè)!


歡迎來到盛泰鋼管實體生產(chǎn)企業(yè)!

專業(yè)生產(chǎn)各型號大口徑厚壁螺旋鋼管,廠內(nèi)加工防腐/保溫/涂塑
13931773677
0317-6288168
專業(yè)生產(chǎn)各型號大口徑厚壁螺旋鋼管,廠內(nèi)加工防腐/保溫/涂塑
×13931773677
在大直徑螺旋鋼管的焊接處理中,開口過大,相鄰效應(yīng)降低,渦流熱不足,焊接結(jié)晶間接差,無熔合或斷裂,相鄰效應(yīng)增加,焊接熱過大,摩擦軋制后焊接燒傷形成深坑,影響焊接外觀質(zhì)量。
管坯的兩個邊緣加熱到焊接溫度后,在揉捏輥的摩擦作用下形成相同的金屬晶粒,相互穿透晶體,焊接牢固。螺旋鋼管的捏合力過小,會減少相同晶體的數(shù)量,降低焊接金屬的強(qiáng)度。如果揉捏力過大,熔融金屬將被擠壓焊接。
它不僅會減少焊接表面的毛刺,還會產(chǎn)生大量的焊接缺陷。螺旋鋼管的主要技術(shù)特點:鋼板變形均勻,殘余應(yīng)力小,外觀無損壞。加工后的螺旋鋼管在規(guī)劃直徑和壁厚規(guī)格方面具有很大的靈活性,特別是在生產(chǎn)高檔厚壁管方面。
特別是中小直徑厚壁管具有其他工藝無法比擬的優(yōu)點,能夠滿足用戶對螺旋鋼管規(guī)格的要求。雙面埋弧焊技術(shù)可在良好位置完成焊接,不易產(chǎn)生誤差、焊接偏差、無焊接等缺陷,焊接質(zhì)量控制簡單。
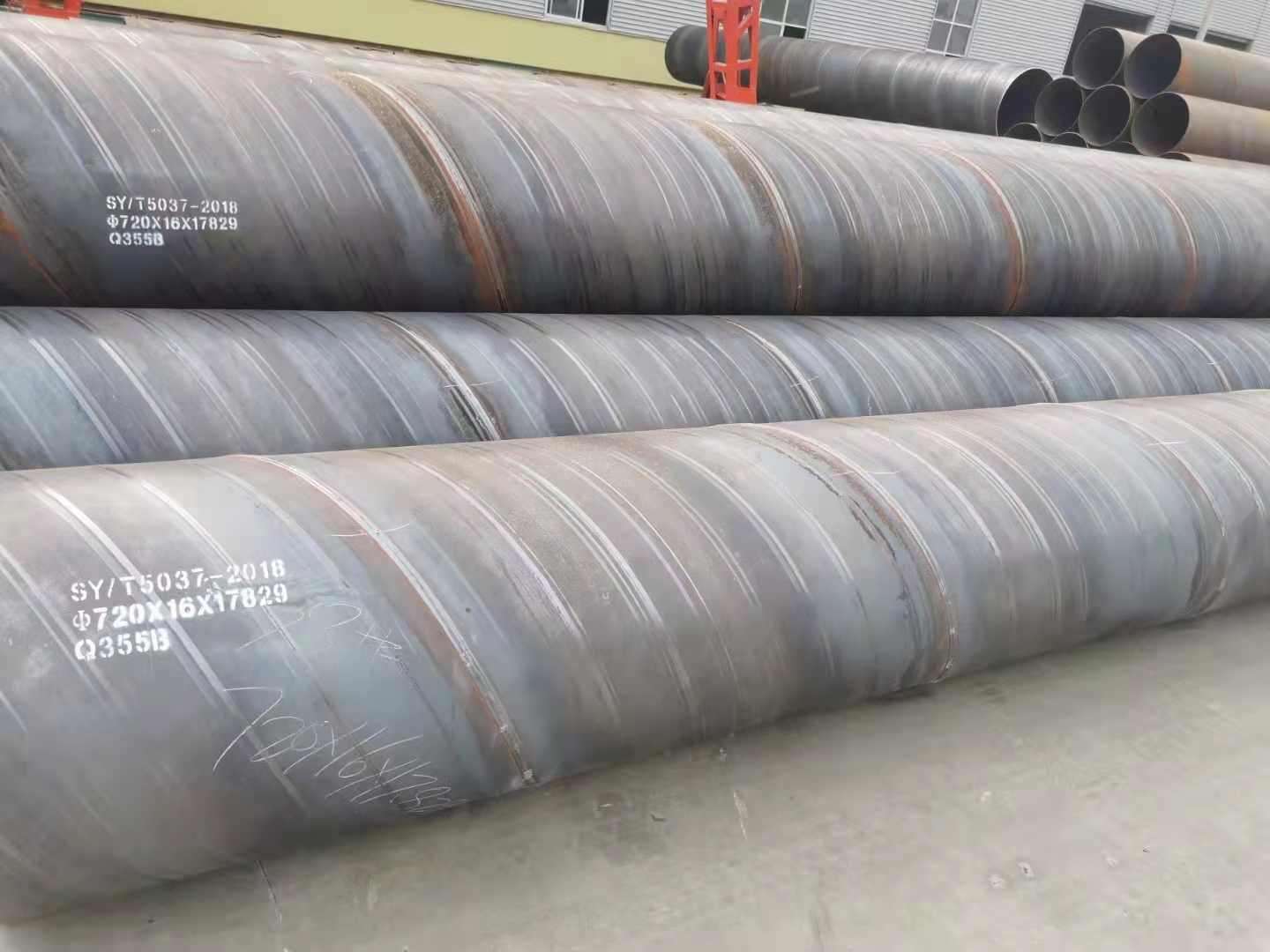
螺旋焊接


? 2019-2022 Sheng Tai Steel Pipe Inc 鹽山盛泰鋼管有限公司