歡迎來到盛泰鋼管實體生產企業!


歡迎來到盛泰鋼管實體生產企業!

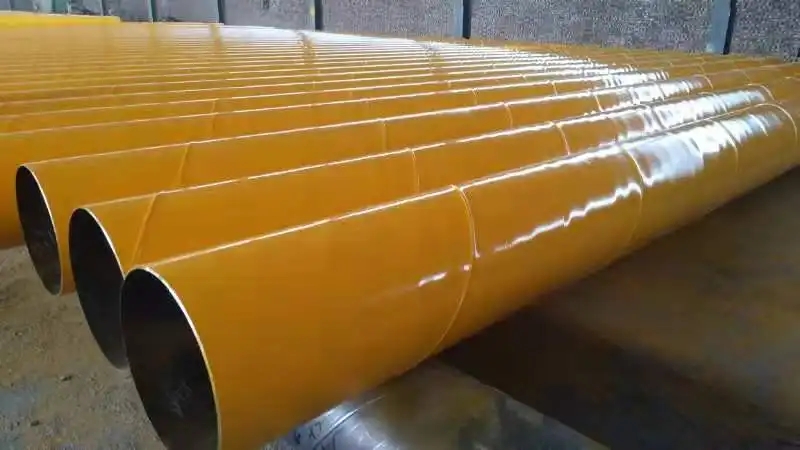
專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
13931773677
0317-6288168
專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
×13931773677
雙金屬焊接涂層鋼管放棄了傳統涂層鋼管連接成本高、抗壓強度低的缺陷。鋼管兩端采用特殊的焊接預制工藝,有效結合碳鋼和不銹鋼,避免了焊接施工中涂層的損壞。這是目前涂層鋼管的最佳連接方案,特別是埋地鋼管。
工藝為:內壁涂裝前內壁內襯一層不銹鋼,厚度約5~10 mm,焊接塑料涂層不得超過5~10 mm,雙金屬焊接涂塑鋼管經預處理、噴丸、涂層、固化等工藝后,最終制備。
施工焊接前必須切割20-30度的斷口。焊接底部可采用氬弧焊或不銹鋼電極(304不銹鋼模型)進行底部焊接。底部厚度不得超過管壁厚的1/4,然后整個界面可采用碳鋼焊條焊接。請注意,有兩點是開槽,二是不銹鋼通過全焊接接近鋼管內壁。
雙金屬焊接涂塑鋼管焊接后,焊接接頭的內外修復工藝是在雙金屬焊接涂塑鋼管內外表面涂一層環氧防腐涂層的焊接接頭修復工藝。
雙金屬焊接涂塑鋼管施工簡介
涂塑鋼管焊接施工中,預留焊縫必須砂磨,表面錨固深度為50μm~112μm兩者之間,保證管道施工后的粘、內壁光滑、無焊渣和氣孔,保證管道內部質量好。
當雙金屬焊接涂層鋼管埋在地下時,由于介質的重量和實際工作狀態,在動力過程中存在振動,再加上土壤本身的沉降因素,傳統溝槽或法蘭連接的長期泄漏是不可避免的,由于地下深埋,不易發現。因此,普通金屬管道采用直接焊接,性能穩定可靠,但這種方法 ** 內壁涂層在涂層鋼管焊接過程中損壞,最終導致涂層達不到其耐腐蝕性和耐磨性。
鋼管接口有裂縫。噴丸后,不銹鋼板寬鋼管內壁寬度為5~10 cm,厚度為8mm。在實際焊接中,用304不銹鋼焊條或氬弧焊絲焊接不銹鋼絲底部,然后用碳鋼焊條焊接鋼管。外鋼管焊接后,需要用修復劑修復,然后恢復外涂層的原狀。
以上是雙金屬焊接涂塑鋼管的介紹。如果您想了解更多信息,請在線咨詢。


? 2019-2022 Sheng Tai Steel Pipe Inc 鹽山盛泰鋼管有限公司
冀ICP備2022002155號-7? ? ? ![]() 冀公網安備13092502002209號? ?? ?Sitemap
冀公網安備13092502002209號? ?? ?Sitemap