歡迎來到盛泰鋼管實體生產企業!


歡迎來到盛泰鋼管實體生產企業!

專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
13931773677
0317-6288168
專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
×13931773677
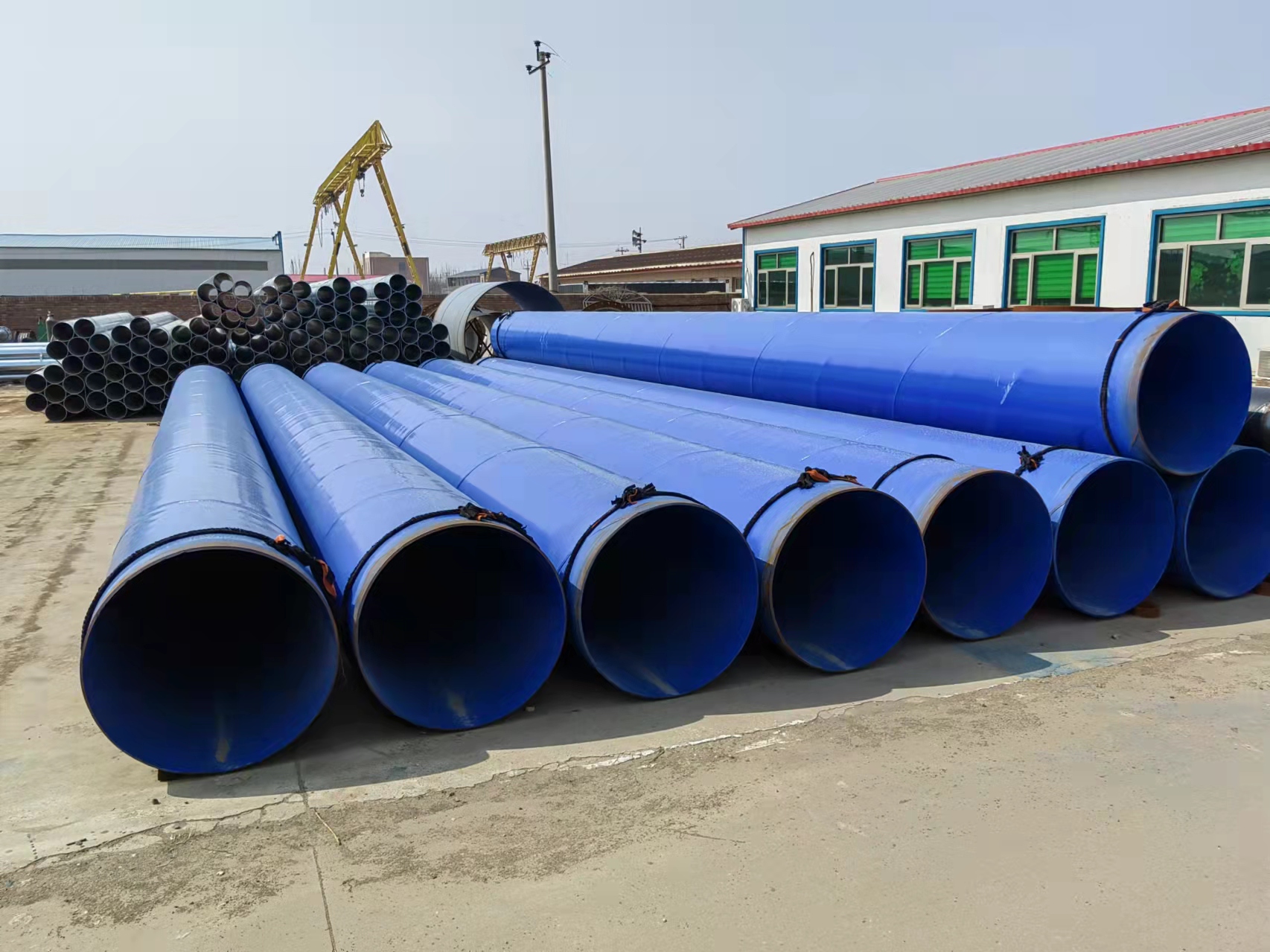
大口徑輸水涂塑鋼管涂裝方法:
大口徑輸水涂塑鋼管涂塑設備的涂裝方法分為兩類:內外涂;內涂外涂單獨進行。
工藝涂裝方法也分為兩類:先內涂,后外涂;先外涂,后內涂。
內涂方法有五種:井涂、無靜電槍加長桿噴涂、無靜電粉泵推拉桿噴涂、扣粉、真空吸涂。
外涂方法有四種:井涂、靜電噴涂、流化床浸涂和瀑布噴涂。
內涂外涂有兩種:井涂(內涂和外涂)和流化床浸(外涂,內無靜電粉泵推拉桿噴涂)。
1.大口徑輸水涂塑鋼管井涂
同時進行的井涂(內涂和外涂)是20世紀90年代引進中國的基本形式。現在大部分都被淘汰了,有些地方還在用,但基本都是用穿線管涂塑,大部分都是內外。PE粉末。這種形式需要在由于需要使用流化井,需要在工廠挖深井,一般超過鋼管規格6米,挖8.5米深井,井進入500豪米布置流化板或流化布,流化布一般布置16層。井邊增加高塔,下面配有高速卷揚機,線速120米/分鐘。過重鋼管和大規格鋼管DN500——DN卷揚機線速度800米/分鐘。卷揚機速度過慢,鋼管浸入流化井時間過長,鋼管上下涂層厚度差大。這樣,在流化板或流化布下,需要進入壓縮空氣,使井內的粉末形成流化狀態。
鋼管浸入流化井時,鋼管涂層下端厚,上端薄。生產率快,一根鋼管基本涂塑10秒左右。在實際生產中,生產PE穿線管涂塑鋼管,鋼管上下粉末涂層相差300微米。現在市場價,PE粉末為1.5萬元/噸,這樣粉末浪費較大,因此被淘汰。在生產操作中,操作人員應系好安全帶,防止人員掉入流化井,造成重大安全事故。

大口徑輸水涂塑鋼管
2.大口徑輸水涂塑鋼管流化床
流化床浸涂(外浸涂,內無靜電粉泵推拉桿噴涂)方式目前還比較普遍。主要用于外涂PE,內涂PE或EP粉末。外涂EP這種方法不推薦。這種方法有點像井涂。流化床一般8.5米長,6米鋼管。流化床設計過短,粉末容易從兩流化床兩端溢出,造成浪費。對于12米鋼管橫涂,流化床需要14.5米長。與井涂相比,這種涂層均勻性更均勻。缺點是鋼管外壁粉末容易出現波浪紋,導致外觀不美觀。
無靜電粉泵推拉桿噴涂的缺點是內噴桿在鋼管內,人員看不到外噴槍桿的粉末效果。內噴槍桿故障,不噴粉,導致內涂層缺失,廢品概率高。粉泵的工作原理是采用壓縮空氣對粉泵形成近真空狀態,流化箱粉末在大氣壓的作用下源源流入粉泵,經內噴桿流出,在鋼管內面形成噴涂涂層。這種方法主要用于鋼管外涂PE粉末。
大口徑輸水涂塑鋼管
3.大口徑輸水涂塑鋼管靜電槍噴涂和靜電槍加長桿噴涂
外涂PE粉末主要采用無靜電粉泵推拉桿法,外涂EP現在大部分粉末都噴在靜電槍上。靜電槍噴涂時,粉末在靜電發生器的作用下產生靜電,使粉末吸附在鋼管上。涂層致密,質量可靠,是目前的涂層方法。但這樣,就需要配置粉末回收系統來收集噴粉。靜電槍加長桿噴涂是在前者的基礎上加主要用于內涂,深入鋼管,噴粉。
大口徑輸水涂塑鋼管
4.大口徑輸水涂塑鋼管瀑布
環保設施投資相對較大,如井涂和流化床浸涂。該方法操作性強,設備形成自動化也相當容易實現。瀑布淋涂法多用于大口徑涂塑鋼管。DN涂塑鋼管涂塑鋼管涂裝PE粉末。這種方法的缺點是環保設施難以制造,整個噴涂區污染較大。瀑布淋涂槽與鋼管長度一致或略長,鋼管在瀑布淋涂槽下旋轉。由于瀑布粉末不均勻,涂在鋼管上的粉末也不均勻,經常發生整根鋼管。瀑布粉末的均勻性雖然可以控制,但實際效果還是很差。這種方法的解決方案是制作1米或1.5米的瀑布箱,鋼管可以在瀑布箱下旋轉,也可以沿瀑布箱。避免鋼管涂層不均勻。目前大口徑涂裝PE這種方法多用于粉末,也比較實用。

? 2019-2022 Sheng Tai Steel Pipe Inc 鹽山盛泰鋼管有限公司
冀ICP備2022002155號-7? ? ? ![]() 冀公網安備13092502002209號? ?? ?Sitemap
冀公網安備13092502002209號? ?? ?Sitemap